在模具加工業中,由于高精度、短交貨期、降低成本等要求的不斷提高,制造加工的難度變得越來越大。在傳統的模具制造中,通常需先對鋼材(原材料)進行機械加工,半精加工和精加工,再淬火、放電加工。近年來,為了通過減少工序數量來縮短交貨時間,直接對淬硬鋼的高硬度鋼材進行從粗加工到精加工的加工方法正在不斷普及。
然而,在淬硬鋼的切削中,由于抗變形性大且會促進工具磨損,因此難以提高切削條件。特別是在粗加工中,如何增加每單位時間的切屑排出量從而實現提高生產效率是很重要的課題。
為此,黛杰給出完美加工方案:
★通過多刃型的設計來提高效率;
★采用可以承受切削淬硬鋼時產生的大切削阻力的高強韌型刃型;及具有優異耐熱性的高硬度材料。
在本文中,將介紹黛杰為此而開發的一款高進給刀具【雙面快魔王GMX / MXG型】,該刀具機夾式的設計,更換刃口便捷;并通過多刃型的設計及低阻力刃型刀片的完美結合,可實現高硬度材料的高效率加工。

「雙面快魔王GMX/MXG型」的特點
刀體的特點
【雙面快魔王 GMX / MXG型】采用多刃型結構,即使是小直徑尺寸亦可以實現超群切屑排出量的機夾式高進給銑刀。
刀體規格有:可與整體硬質合金刀桿上強強組合使用的可換式刀頭型(φ16~φ42);端銑刀桿型銑刀(φ16~φ32)和刀盤型銑刀(φ50~φ66)。可換式刀頭及刀盤型采用的是具有極優耐熱性的強韌特殊鋼進行特殊表面處理,硬度高且抗熱變形能力強,高剛性和高耐用性的【G-Body】刀體,它可有效提高刀具的使用壽命。
刀片刃型的特點
【雙面快魔王GMX / MXG型】采用20°切削刃角的高進給刃型設計,保證刃口強度的同時,穩定控制切屑的厚薄程度,并提高每刃進刀量。20°的切削角設計可以很好地把切屑厚度控制在每刃進給量的1/3,結合1.0mm的最大軸向切削深度這一特性,成功實現高速、高效的粗加工。
PH及SL斷屑槽刀片的特點
刀片可兩面使用共4個刃口,經濟性佳。刀片的厚度高達4毫米,比傳統產品提高20%,因此可保證較高的刀片剛性,可穩定對應強斷續切削。
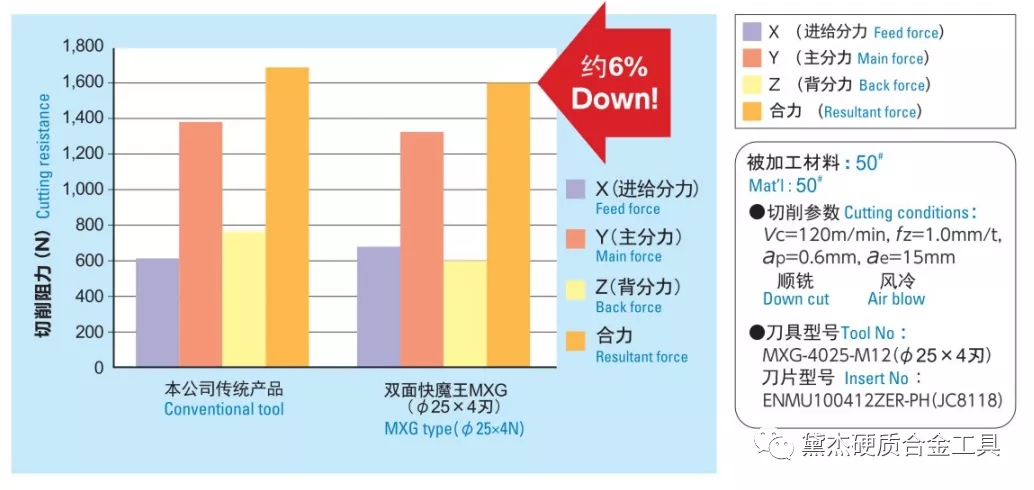
兼備切削刃強度和鋒利度的通用型斷屑槽刀片【 ENMU100412ZER-PH】,具有獨特的3D斷屑槽和波浪型刀片形狀,可有效降低切削阻力實現高效率加工。如下圖所示,與常規的正前角銑刀相比,可以將切削阻力值降低約6%。
刀片材質有耐崩刃性及耐熱沖壓性出色的【JC7560】材質、可在預硬鋼、50HRC以下的高硬度材料及鑄鐵加工中實現長壽命【JC8118】材質,以及結合出色耐崩刃性能基材和高耐磨性涂層的通用型【JC8050】材質。
重視鋒利度的低阻力型斷屑槽刀片【ENMU100412ZER-SL】具有三維斷屑槽和波浪型刃形,重視切削鋒利度的各種刃口形狀設計,讓高加工難度的高硬度高強度的不銹鋼、鈦合金等難加工材料亦可輕松應對。如下圖所示,在Ti-6AL-4V鈦合金的切削加工中,與其他同時同類產品相比,黛杰【雙面快魔王】的使用壽命更長,是其他公司同類產品的1.5倍以上。刀片材質有使用了具有高韌性和優異導熱性的微粒子系硬質合金基材結合摩擦阻力小的涂層【JC7550】材質,和耐崩刃性及耐磨損性都優異且均衡的【JC7518】材質。

新高硬度材加工用刀片的特點
此次,黛杰通過開發可用于高硬度材料的刀片進一步擴展了產品陣容,以響應模具材料的更多功能性和更高硬度加工要求。

新開發的有2種刀片,一種是高硬度材料加工用斷屑槽【ENMU100312ZER-HL】,它非常重視刃口強度的設計,以保證在加工高硬度材料時可以承受較大的切削阻力,同時小角度的斷屑槽設計及平面型刃口帶寬的設計,適合用于加工60HRC以下的高硬度材料。
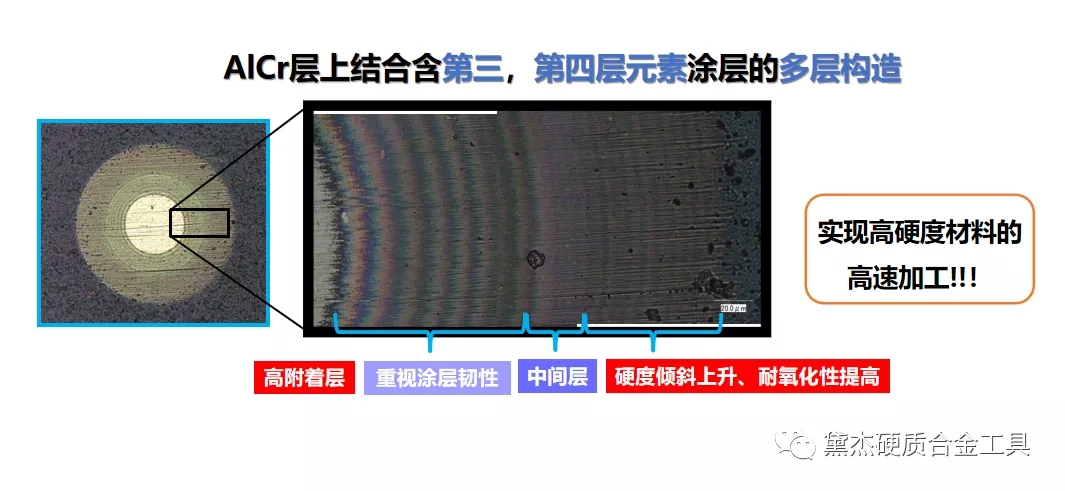
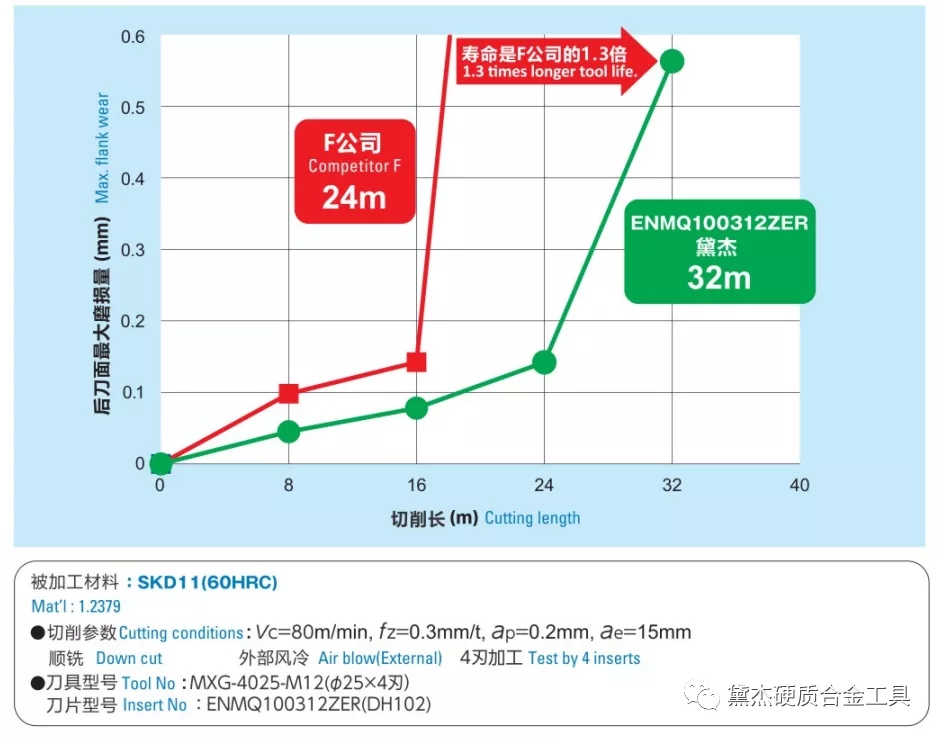
第二種刀片是可用于高硬度材料的無斷屑槽刀片【ENMQ100312ZER】,通過進一步強化刃口強度,并結合上下面的拋光,保證刀刃鋒利度的同時,可應用于60HRC以上的高硬度材料加工。刀片涂層材質采用專為加工高硬度材料而開發的【DH102】涂層。硬質合金基材采用高硬度、強韌性的高強度微粒子合金,它具有HRA 93.0或以上的硬度,這在用于切削的硬質合金中是最高的,并且具有高韌性。另外,高硬度材料用【DH1】涂層采用的是納米多層復合涂層,3,500~3,700的涂層硬度(HV)及1,100~1,200的氧化開始溫度(℃)的特征,具有出色的耐高溫氧化性、耐沖擊性、涂層韌性及附著力。可以對高硬度材料進行高速、高效率加工。使用【雙面快魔王MXG】φ25,4刃型進行了加工壽命比較測試。
使用工具刀具:Vc = 80m / min,fz = 0.3mm / t,根據后刀面磨損量測量結果,【雙面快魔王】的加工壽命為32 m,而F公司的同等產品的加工壽命為24 m,壽命延長1.3倍。使用【雙面快魔王】φ25,4刃來提高加工壽命的事例。使用高硬度材料用斷屑槽刀片ENMU100312ZER-HL(DH102)加工高硬度材料,并獲得210(min)的長刀具壽命結果。






 服務行業26年
服務行業26年 累計觀眾100+萬人次
累計觀眾100+萬人次 累計獲近2萬家參展企業認可
累計獲近2萬家參展企業認可 累計20000+參展商選擇我們
累計20000+參展商選擇我們 參展商滿意度90%
參展商滿意度90% 230家企業連續10年參展
230家企業連續10年參展



 關注大灣區工博會公眾號
關注大灣區工博會公眾號